Сварочный трансформатор ТДМ-503 (100-500А/380В), предназначен для питания одного сварочного поста переменным током, частотой 50 Гц, при ручной дуговой сварке (резке или наплавке) покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей.
1. Напряжение питания сети, В
380
2. Количество фаз
2
3. Номинальный сварочный ток трансформатора, А
500
4. Номинальное рабочее напряжение трансформатора, В
40
5. Номинальный режим работы ПН %
60
6. Пределы регулирования сварочного тока, A (от/до)
100 / 500
7. Напряжение холостого хода, В (не менее / не более)
1. НАЗНАЧЕНИЕ
1.1. Сварочный трансформатор (рис 1) именуемый в дальнейшем «трансформатор», предназначен для питания одного сварочного поста однофазным переменным током частотой 50 Гц. При ручной дуговой сварке, резке и наплавки металлов покрытыми металлическими электро-дами
1.2. Трансформатор работает в следующих условиях
а) интервал температур от - 45°С до + 45°С
б) относительная влажность воздуха не более 80% при + 20°С.
в) высота над уровнем моря не более 1000 м
1.3. Предусмотрено использование штучных сварочных электродов диаметром 2...6 мм всех марок
Трансформаторы выполняются на одно напряжение сети
а) 220 В, 50 Гц
б) 380 В, 50 Гц
1.4. Климатическое исполнение У, категория 2 по ГОСТ 15150-69
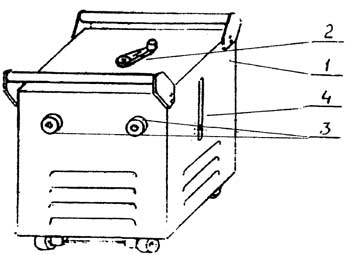
Рис. 1 Общий вид трансформатора
1. Сварочный трансформатор
2. Механизм регулирования сварочного тока
3. Зажимы контактов сварочной цепи
4. Указатель тока
КОМПЛЕКТНОСТЬ
1 Трансформатор сварочный -1 шт.
2. Паспорт -1 шт.
4.УСТРОИСТВО И ПРИНЦИП РАБОТЫ
4.1. Трансформатор представляет собой переносную (передвижную) установку в однокорпусном исполнении с естественной вентиляцией, обеспечивающую преобразование электрической энергии сети в элек-трическую энергию требуемого для процесса дуговой сварки напряже-ния, создающую необходимую падающую характеристику и обеспечи-вающую плавное регулирование сварочного тока в требуемых пределах.
4.2. Каждый трансформатор выполняется только на одно напряже-ние сети; 220 или 380 вольт.
4.3. Трансформатор состоит из следующих основных узлов: магнито-провода, сердечника, трансформаторных обмоток (первичной и вторич-ной), магнитного шунта, автоматического выключателя и кожуха.
4.4. Трансформатор однофазный с магнитопроводом стержневого типа. Обмотки трансформатора имеют по две катушки, расположенные попар-но на общих стержнях магнитопровода. Катушки первичной и вторичной обмотки неподвижны. Катушки обмоток выполнены из изолированного алюминиевого (медного) провода марки АПСД. Обмотки от сердечника магнитопровода изолированы стеклопластиком и пропитаны электротех-ническим лаком.
4.5. Сердечник трансформатора собран из листов электротехнической стали толщины 0,5 мм.
4.6. Сварочный ток регулируется вращением рукоятки, находящейся на верхней панели трансформатора. При вращении ходового винта руко-яткой перемещается магнитный шунт. Опускание магнитного шунта при-водит к уменьшению величины сварочного тока и наоборот при его под-нятии сила сварочного тока увеличивается.
4.7. Подключение сетевых проводов к трансформатору осуществляется через клеммы, расположенные на выключателе. Включение и выключе-ние трансформатора производится выключателем.
4.8. Для удобства перемещения трансформатор снабжен колесами и двумя ручками, расположенными на крышке кожуха.
5. ТРЕБОВАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. До подключения к источнику питания трансформатор сварочный должен быть заземлен.
5.2. Степень защиты трансформаторов 1Р22 по ГОСТ 14524-80. Требования по степени защиты не распространяются на зажимы сва-рочной цепи.
5.3. При дуговой электросварке следует применять меры предосто-рожности против:
а) поражения лучами электрической дуги глаз и открытой поверхности кожи;
б) ожогов от разбрызгивания капель расплавленного металла и шлака,
в) отравления газами, выделяющимися при сварке;
г) взрыва при сварке сосудов, находящихся под давлением или емко-стей из под горючих веществ, а также при работе вблизи легко-воспламеняющихся и взрывоопасных веществ;
д) пожара от брызг расплавленного металла.
5.4. При работе трансформатора допускается наличие не более од-ного условия повышенной электробезопасности:
а) сырости (относительная влажность более 75%),
б) токопроводящих полов (земляных, металлических, кирпичных, же-лезобетонных);
в) высокой температуры (длительно более + ЗОС).
5.5. Помните, что напряжение холостого хода трансформатора явля-ется опасным, поэтому должны быть приняты меры предосторожности, ис-ключающие возможность соприкосновения тела человека с электродом и металлическими частями сварочных зажимов и кабелей.
При смене электродов и перерыве в работе отключайте трансформатор от сети.
5.6. Запрещается использовать в качестве обратного провода сва-рочной цепи трубы санитарно-технических устройств.
5.7. Для защиты глаз и лица от излучений электрической дуги ш брызг расплавленного металла обязательно пользуйтесь маской сварщика.
5.8. При работе пользуйтесь специальной одеждой.
5.9. Защищайте сварочные швы от шлака только после полного осты-вания и обязательно в очках.
5.10. Рабочее место сварщика должно хорошо проветриваться или ис-кусственно вентилироваться.
5.11. При проведении сварочных работ необходимо соблюдать меры противопожарной безопасности: временные места проведения сварочных работ должны быть очищены от горючих материалов и легковоспла-меняющихся жидкостей в радиусе не менее 3 метров; место проведения сварочных работ необходимо обеспечить средствами пожаротушения (огнетушитель или ящик с песком, лопаты и ведро с водой), приступать к проведению сварочных работ можно только после выполнения всех тре-бований пожарной безопасности, используются только сухие электроды. При необходимости электроды должны быть просушены при температуре 70...80°С.
5.12. Запрещается эксплуатация трансформатора внутри металличе-ских емкостей, в колодцах, туннелях.
6. ПОДГОТОВКА ТРАНСФОРМАТОРА К РАБОТЕ
6.1. Перед первым пуском трансформатора или перед пуском транс-форматора, длительное время не бывшего в употреблении, а также при изменении места установки необходимо:
а) очистить трансформатор от пыли, продув его сухим сжатым воз-духом;
б) подключить трансформатор к сети, подсоединив сетевые провода к клеммам выключателя, находящегося на задней панели (подпись 220В или 380В), сняв и установив крышку задней панели. При подклю-чении к сети трансформатора на 220 В использовать "фазу + 0", а трансформатора на 380 В - "фаза + фаза". Рекомендуемое сечение медных изолированных проводов для подключения трансформатора к се-ти - 6 кв. мм.;
в) провода для Сварки подключать к клеммам передней панели (над-пись 60В), сечением не более 70 кв.мм.;
г) заземлить отдельными проводами корпус трансформатора и за-жим сварочной цепи, к которому подключается провод идущий к свари-ваемому изделию («масса»);
д) тщательно затянуть все контактные зажимы.
Включать трансформатор без заземления недопустимо
е) проверить состояние электрических проводов и контактов
ж) убедиться, что концы рабочего кабеля не касаются один другого, присоединенный электрододержатепь и конец второго рабочего провода не касаются одновременно металлической поверхности;
з) для подключения к сети необходимо установить пусковое устрой-ство на ток 60... 100А;
6.2. Сварку, резку, наплавку производить согласно общим рекомен-дациям.
6.3. ВНИМАНИЕ! Время непрерывного горения сварочной дуги должно быть ограничено (ПН 60 %) во избежания перегрева, поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (пау-зами).
7.ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.1 Для обеспечения бесперебойной длительной работы трансфор-матора производите ежедневные и периодические (через 100. 200 часов работы, но не реже одного раза в месяц) осмотры.
7.2. При ежедневном обслуживании:
а) перед началом работы произвести внешний осмотр трансформа-тора для выявления случайных повреждений отдельных наружных час-тей и устраните замеченные неисправности;
б) проверить состояние болтовых соединений токоведущих частей и подтянуть ослабшие контакты;
в) проверить заземление трансформатора.
7.3. При периодическом обслуживании необходимо:
а) очистить трансформаторы от пыли и грязи, для чего продуть его струёй сжатого воздуха, а в доступных местах протереть чистой мягкой ветошью. В случае необходимости подкрасить поврежденные места, предварительно очистить их от ржавчины и обезжирить;
б) проверить и подтянуть все резьбовые соединения;
в) проверить состояние электрических контактов и если необходимо, обеспечить надежный электрический контакт;
г) смазать тугоплавкой смазкой трущиеся части ходового винта.
7.4. Руководители эксплуатационных служб должны постоянно помнить и требовать от подчиненных надлежащей качественной организации и выполнения технического обслуживания, что продлит срок службы трансформатора и предотвратит несчастные случае поражения элек-трическим током.
8. ПРАВИЛА ХРАНЕНИЯ
8.1. Трансформатор должен храниться в сухом вентилируемом поме-щении при температуре от минус 50 град. С до плюс 50 град. С и относи-тельной влажности не более 80%. Помещение должно быть изолировано от проникновения различного рода газа и паров, способных вызвать кор-розию. Категорически запрещается хранить в одном помещении с трансформатором материалы или имущество, испарения которых спо-собны вызвать коррозию (кислоты, щелочи и др.)
9. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ И ПРОДАЖЕ
Сертифицирован Госстандартом Российской Федерации.
Сертификат соответствия № POCC.R-И. АЕ-05.В00091.
Срок действия с 1.03.04г. по 21.02.2005 г.
Трансформатор сварочный марки ТДМ
№__соответствует 76ГИ - 200ТУ и признан годным для
эксплуатации
Дата выпуска__Штамп ОТК
Дата продажи___
Цена договорная. Продан_
10. ГАРАНТИЙНОЕ ОБЯЗАТЕЛЬСТВО
10.1. Предприятие-изготовитель гарантирует безотказную работу трансформатора в течение 12 месяцев со дня продажи при условии со-блюдения потребителем правил хранения и эксплуатации.
10.2. Если в течении гарантийного срока неисправность трансформа-тора произошла по вине предприятия-изготовителя, то трансформатор меняется на новый.
10.3. Замена не производится и претензии не принимаются в случае:
• отсутствия в «Паспорте» штампа торгующей организации и даты продажи;
• повреждения трансформатора;
• превышения сроков и нарушение условий хранения;
• некомплектности трансформаторов по разделу № 3 настоящего паспорта.
10.4. Неисправный трансформатор должен быть возвращен торгую-щей организации или предприятию-изготовителю.
10.5. Срок службы - пять лет.
Теперь Вы можете приобрести у нас продукцию американской компании Irwin Industrial Tools Company - лидера в производстве высококачественного ручного инструмента и оснастки к электроинструментам.